 搭载ADAS组件的本田0系列电动车的剖视图。(本田)
搭载ADAS组件的本田0系列电动车的剖视图。(本田)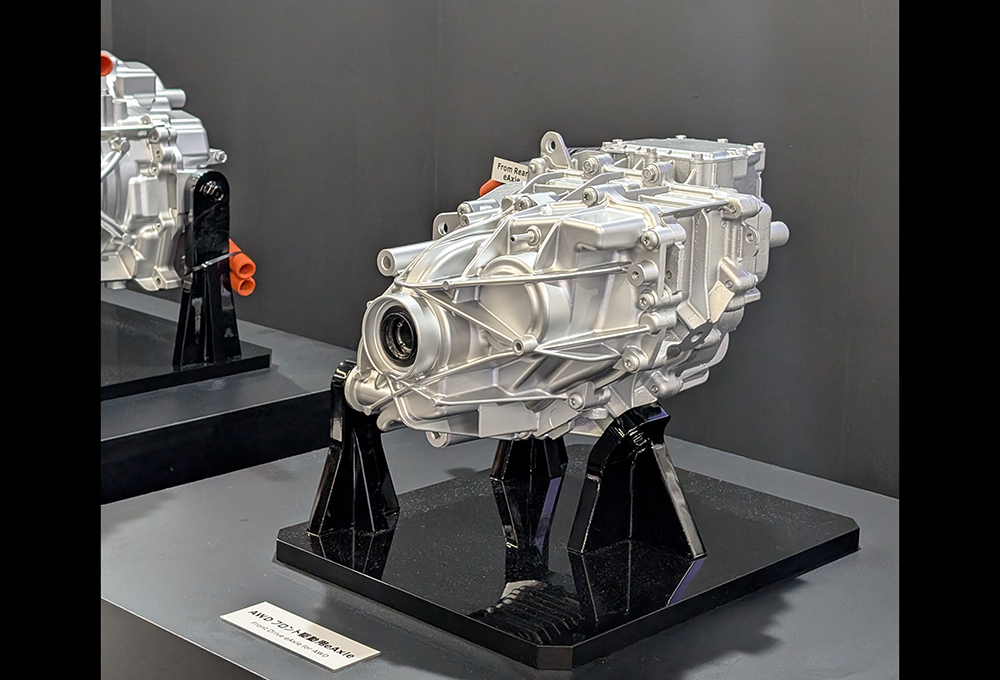 本田与日立 Astemo 合作开发了新型e-Axle电机,将用于未来的本田 0 系列平台,逆变器位于电机旁边。(Abigail Bassett)
本田与日立 Astemo 合作开发了新型e-Axle电机,将用于未来的本田 0 系列平台,逆变器位于电机旁边。(Abigail Bassett)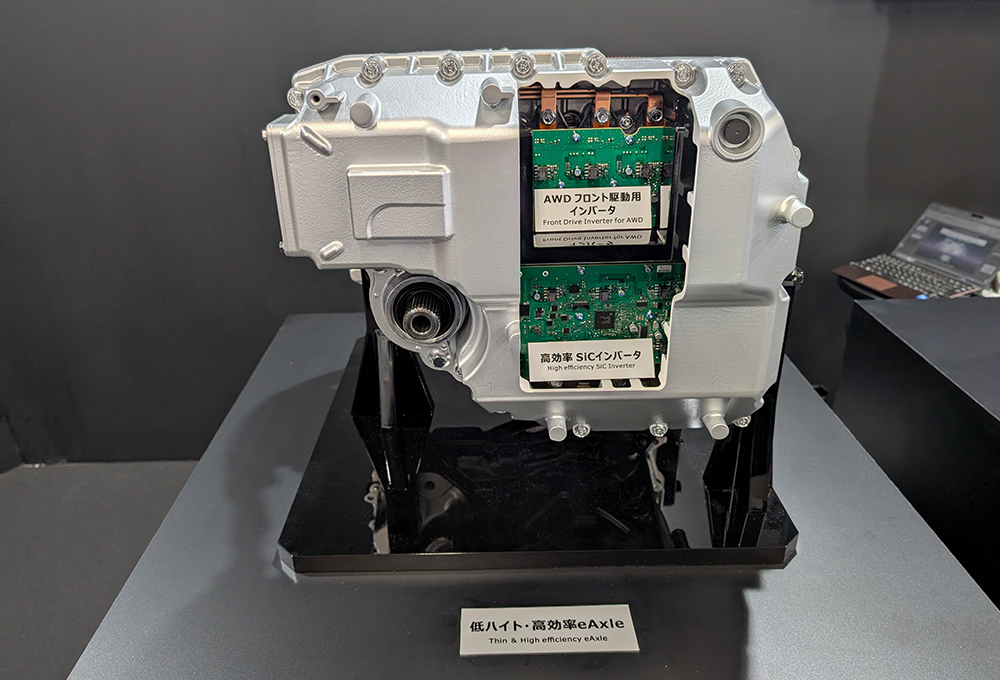 本田的新型e-Axle电机将在0系列平台上提供50kw和180kw两种选择,最大功率输出可配置为360kw。(Abigail Bassett)
本田的新型e-Axle电机将在0系列平台上提供50kw和180kw两种选择,最大功率输出可配置为360kw。(Abigail Bassett) 本田0系列电动车的完整电池箱。(本田)
本田0系列电动车的完整电池箱。(本田) 本田0系列电池外壳的横截面,展示了电池组的集成冷却通道。(本田)
本田0系列电池外壳的横截面,展示了电池组的集成冷却通道。(本田) 日本本田枥木研发中心大厅内的本田概念车。这款电动车在2024年的CES 上首次亮相,预计将成为首批投产的本田0系列车型之一。(本田)
日本本田枥木研发中心大厅内的本田概念车。这款电动车在2024年的CES 上首次亮相,预计将成为首批投产的本田0系列车型之一。(本田) 本田的新型大型铸造机之一,将生产本田0系列电池箱。(本田)
本田的新型大型铸造机之一,将生产本田0系列电池箱。(本田)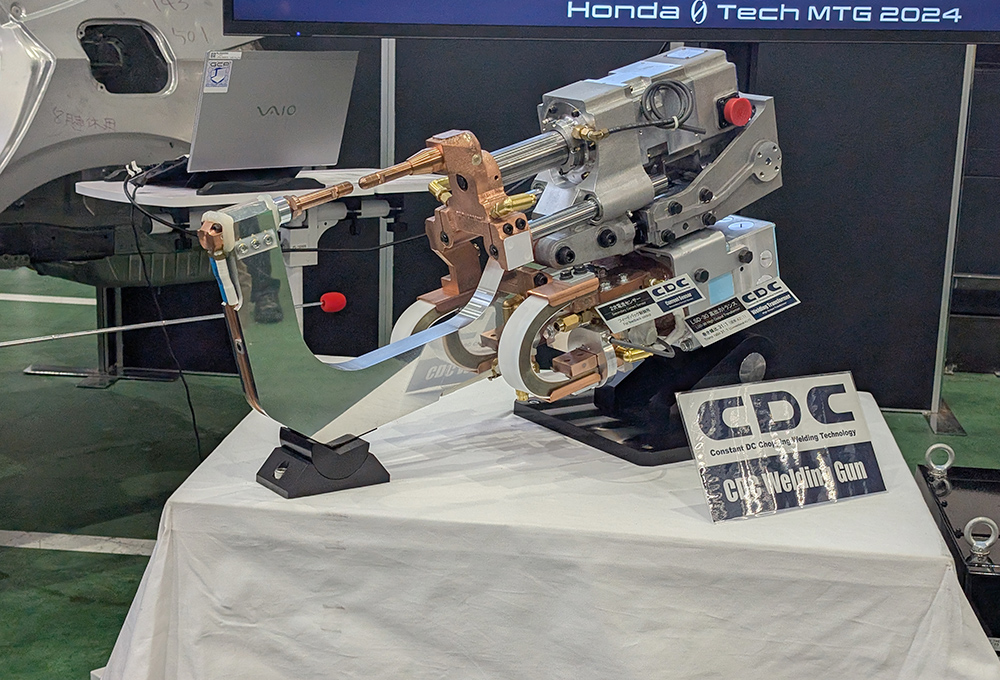 本田表示,其新型恒定直流斩波(CDC)熔接技术可以焊接较薄和较厚的高强度钢片,飞溅更少,连接效果更好。(Abigail Bassett)
本田表示,其新型恒定直流斩波(CDC)熔接技术可以焊接较薄和较厚的高强度钢片,飞溅更少,连接效果更好。(Abigail Bassett) 本田0系列电池模块采用质量控制跟踪系统进行组装。 设备上的绿色指示灯可确认连接正确。(本田)
本田0系列电池模块采用质量控制跟踪系统进行组装。 设备上的绿色指示灯可确认连接正确。(本田)
本田2026款量产电动车将带来众多全新理念。
从20年前的阿西莫(Asimo)机器人到发射轻型卫星进入轨道的可重复使用火箭计划,本田公司始终走在交通运输技术创新的前沿。在日本栃木县10月初举行的技术展上,本田公司公布了即将推出的本田0系列电动车架构(英语Zero,写作数字0)。这是完全由本田内部独立设计的首款电动车平台。本田还介绍了为实现其核心设计和技术理念而首创的一系列先进制造工艺。
本田公司表示,全新0系列平台的目标是达到美国环保署(EPA)规定的300英里(483公里)续航里程,同时还要保持“纤薄、轻便、智慧”的特点。虽然本田公司的高管并未透露关于电池组、充电架构或额定输出功率的具体信息,但他们还是对部分组件进行了详细介绍。
本田公司与其合作伙伴日立安斯泰莫(Hitachi Astemo)共同开发了新型e-Axle电机。本田表示,与同类产品相比,新款电机的体积和重量均减少了40%。为节省空间,逆变器被直接置于电机旁边。0系列平台将提供50kW和180kW的可选配置方案,其最大输出功率可达360kW。
本田表示,0系列平台的电池“比目前市面上量产电动车使用的标准组件薄6%”,但没有透露其用于比较的竞品。由于采用了新型模块化制造技术,电池箱中的零件数量已从60多个削减至仅仅5个。
本田表示,在采用800V架构的情况下,软包电池能够在10-15分钟内从15%充到80%。这款电池由本田与LG组建的合资公司共同研发,并于本田俄亥俄州马里斯维尔(Marysville)工厂进行生产。
本田计划在2030年前在北美市场推出7款基于该平台的电动车。0系列平台对本田实现全面电动化至关重要,它将助力其在2040年前实现纯电动车和燃料电池汽车占全球销售100%的目标。搭载该平台的首款电动车为即将上市的本田Saloon,这款轿车已在2024年美国拉斯维加斯电子消费展(CES 2024)上亮相。量产版Saloon将在CES 2025上推出,届时可能会采用新名称。Saloon将成为0系列的旗舰车型,随着后续车型的推出,该平台技术也将陆续应用于其它价位更低的电动车上。本田表示,量产版Saloon将作为2026款车型上市。
本田购置了六台6000吨的超大型铸造机,最初将用于制造0系列平台的电池箱,未来还将扩大应用范围,用于生产后舱模块等车架结构。这些机器能够为本田在该平台上打造的不同尺寸车型(包括轿车和SUV)生产模块化电池箱。本田还将使用三维摩擦搅拌焊接(FSW)技术减少零件所受的热量,从而在减少零件变形的同时增强接头之间的强度和气密性。本田在其全地形车(ATV)上开发了这项技术,并首次应用于2012款(及以后的)雅阁前车架的量产。
本田公司在焊接技术方面也取得了开创性进展,研发出了恒定直流斩波(CDC,Constant DC Chopping)熔接技术。该技术能够使各种厚度的高强度钢板在焊接过程中减少飞溅物,并同时增强焊接强度。本田从生产线和发电机领域的逆变器应用中汲取经验,以改善焊接过程中的热量分布并维持热量恒定,从而提高了连接质量。本田表示,只需更换焊接枪并在焊接与机器人控制器中添加软件,便可实现CDC熔接技术的推广应用。公司将首先在0系列平台的生产线上应用这项技术,并逐渐推广至内燃机车和混合动力汽车,从而实现全系列产品20%左右的减重。
本田还计划推出机器视觉和人工智能技术,以实现人工质检流程的数字化,并提高零部件的可追溯性。本田在日本展示了一款安装在工人安全帽上的摄像头,它能够拍摄焊接视频并评估其质量。由于本田即将在内燃机车和混合动力汽车的混合生产线上再加入电动车,因此公司还采用了数字孪生技术,以尽可能提高生产线的利用率,并管理不同动力总成的制造复杂性。
本田还采用了阿西莫机器人的陀螺仪姿态解算(Gyro attitude estimation)和稳定控制技术来改善未来汽车的动态性能。这些技术将被整合到一个ECU中,旨在通过控制悬架、转向、制动和驱动电机确保平稳的过弯性能和车身操控管理。
Honda has long been at the cutting edge of mobility and tech, with everything from the Asimo robot of 20 years ago to plans for reusable rockets to launch lightweight satellites into orbit. During a Tech Day event in early October in Tochigi, Japan, the Japanese automaker announced further details of its upcoming Honda 0 architecture (Honda calls it “Honda Zero” but writes it with the number), its first in-house electric platform designed from the ground up. Honda also discussed some of the advanced manufacturing techniques it’s pioneering to reach its core design and technology tenants.
Smaller Axles with Plenty of Power
Honda said that the company’s goal with the new 0 platform is 300 miles (483 km) of EPA range while remaining“ Thin, Light and Wise.” While executives declined to give specifics on the battery pack, charging architecture, or definitive power output, they did provide some details on some components.
Honda developed the new e-Axle motors in partnership with Hitachi Astemo, one of the company’s joint venture partners. Honda says that the new motors are 40% smaller and lighter than the competitive set, with the inverter placed directly next to the motor for space savings. The 0 platform will get 50 kW and 180 kW options that can be configured for a maximum power output of 360 kW.
Honda said the 0 battery will be “6% thinner… compared to the standard component/function installed in currently available production EVs,” but wouldn’t say which competitors it used. The company also reduced the number of parts in the battery case from over 60 to just five thanks to new modular manufacturing techniques.
Honda said the pouch-style cells will be able to charge from 15% to 80% in around 10-15 minutes, suggesting an 800-volt architecture. The batteries were developed in conjunction with the joint venture that Honda has with LG, and will be built in the Marysville plant.
Honda plans to release seven EVs for North America on the platform by 2030. The 0 platform is an important step toward Honda’s goal of all global sales to be battery electric or fuel cell EVs by 2040. The first EV on the platform will be the upcoming Saloon, a sedan-style vehicle that was previewed at CES 2024. Honda says that the Saloon, which will likely get another name when it makes its production debut at CES 2025, will essentially be a halo vehicle for the brand and that the technology will trickle down to other lower-priced EVs as the company rolls out the rest of the lineup. Honda says the production Saloon will appear in showrooms as a 2026 model.
Manufacturing updates and innovations to get to 0
To achieve its thin, light goals for the new 0 platform, Honda developed new manufacturing techniques and has made large machine investments that will arrive at the Ohio plant in the coming year.
The company has invested in six 6,000-ton mega-casting machines that will initially be used to manufacture the battery case for the 0 platform. Eventually, these machines will be expanded to manufacture body frames like the rear module. These huge machines will be able to produce modular battery cases for different-sized vehicles that Honda will build on the platform (both sedans and SUVs), and Honda will use 3D friction stir welding (FSW). The technique reduces the amount of heat put into parts, thus reducing deformation while improving the strength and air-tightness between joints. The company developed the technique on its ATV vehicles and first used it in mass production for the front body frame under the Accord starting in 2012.
Honda has also pioneered a welding technique called Constant DC Chopping (CDC), which allows the welding of thinner and thicker pieces of high-tensile steel with less splatter and better connection. Honda has leveraged what it has learned from inverter technology used in everything from their manufacturing lines to their experience in generators to manage the heat distribution in the weld and keep it constant, ensuring a better connection. Honda says it can roll out CDC welding by replacing the welding guns and simply adding software to the weld and robot controllers. The company will start by rolling the technology out to the 0 manufacturing line and then apply it to their ICE and HEV products, resulting in around 20% weight savings across the entire fleet.
Honda also plans to roll out machine vision and AI to digitize the quality assurance of human workers and improve parts traceability. In Japan, the company showed off a camera attached to a worker’s hard hat that could capture video of a weld and rate it for quality. The company also uses digital twin technology to maximize the manufacturing line and manage the complexity of different powertrain builds, as the company will build EVs alongside the ICE and hybrid vehicles it already builds on the same line.
Improved Safety and Frame Flex
In addition to innovative manufacturing, Honda has also rethought the frame and body components of its future BEV vehicles to improve handling, create lighter vehicles, and improve performance in a crash. For one, the e-Axles are now lower in the vehicle to avoid interfering with the body in an impact. Engineers told SAE Media that they’ve been able to convert the collision in the small overlap crash test into a rotational force rather than a direct cabin force thanks to the new frame and body components.
Gyro attitude estimation and stabilization control lessons from the Asimo robot will also be used to improve the dynamics of future Honda vehicles. They will be integrated in a core ECU that will help control suspension, steering, brake control, and drive motor to keep cornering flat and manage body control.
等级
打分
- 2分
- 4分
- 6分
- 8分
- 10分
平均分